Máquina ensambladora de vigas en H
1 Parámetro técnico
yotrajelicenciado en Derechoe altura del alma de la pieza:200-1800mm
yoGrosor adecuado del alma de la pieza de trabajo: 6-80milímetros
yoAncho de brida de pieza de trabajo adecuado:200-1000 milímetros
yoGrosor adecuado de la brida de la pieza de trabajo: 6-80 milímetros
yoLongitud adecuada de la pieza de trabajo: 4000-15000 mm
yoPeso de una sola pieza:<20t
yoVelocidad de soldadura por puntos (3Hz): 360 mm/min
yoMáquina velocidad de marcha (30 Hz): 3600 mm/min
yoVelocidad de transporte rápida de la pieza de trabajo (50 Hz): 6000 mm/minorte
yoTransportador de entrada: 2600 mm×3, Operador mecánico 3 grupos.--Una sección está activa
yoTransportador de salida: 2600 mm×3,Operador mecanico 3 grupos--Una sección está activa
yoConjuntos eléctricos: Adopción de inversor de CA y controlador programable PLC
yoPotencia de la máquina: Potencia del bastidor principal:9.5kW
Potencia nominal de la máquina de soldadura de CO2: 18.1kvA×2 juegos
yoPotencia: 3 fases, AC380V, 50Hz
2 Rendimiento y característica.
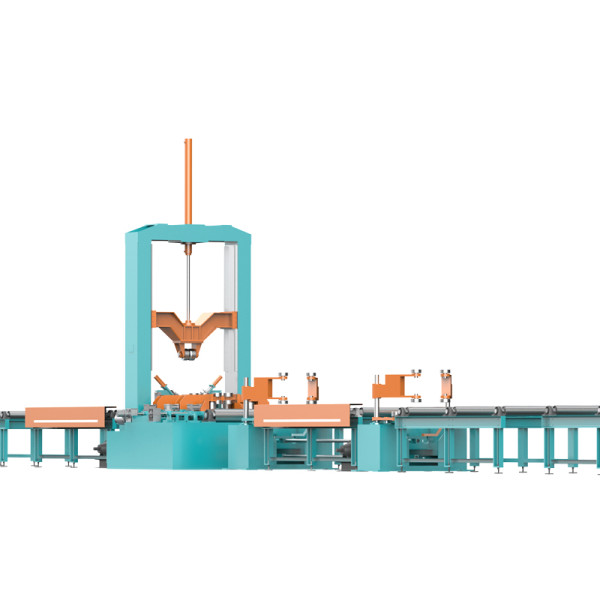
ZL1020 La máquina ensambladora automática de vigas en H es un tipo de equipo de ensamblaje completamente automático para vigas en H desarrollado por nosotros mismos en base a una amplia investigación de mercado y consultas de los clientes. La precisión de ensamblaje es mejor y la velocidad es rápida, madura y constante, que se han fabricado en grandes lotes y se utilizan en el mercado.
El marco principal tiene la función de alineación y sujeción de brida y placa de alma, que es impulsada por la unidad entrelazada al mismo tiempo, la unidad de alineación y sujeción de brida y alma tiene dos juegos para cada uno, que es impulsada por el cilindro hidráulico por separado, el sistema hidráulico El cilindro empuja la cremallera y acciona la transmisión de engranajes, el engranaje puede accionar las otras unidades de transmisión (cadena y rueda), el movimiento se convertirá en desplazamiento lineal mediante el tornillo de avance. Empuja la rueda de sujeción de la brida y el alma en ambos lados al mismo tiempo para finalizar la sujeción y alineación de la brida y el alma. La placa de brida y alma adopta el empuje de un cilindro hidráulico, no solo con gran fuerza, sino que también aumenta la flexibilidad de sujeción de la brida y la alma. Cuando el ancho de la brida no es igual o no está regulado por motivos de corte, o el espesor es variable para la costura de soldadura que conecta la red, se puede evitar el problema de paso de la pieza de trabajo automáticamente.
Dispone del bastidor deflector elevador hidráulico automático al final deh-Ensamblaje de vigas, que puede garantizar la alineación del alma y la brida de la viga en H. La viga de prensa superior adopta cuatro grupos de rieles derecho e izquierdo y una guía de dirección de asistencia, lo que garantiza la estabilidad al presionar. La unidad automática de guía del arco de soldadura por puntos es impulsada por un cilindro de aceite liviano y no necesita una fuente de gas comprimido. El transportador de entrada y salida y el lado de entrada tienen un sistema de varilla de tracción con diseño de segmentos, la cantidad del transportador se puede disminuir o aumentar según los requisitos del cliente en cuanto a la longitud de la pieza de trabajo. El sistema completo adopta japonés.“MITSUBISHI” SOCIEDAD ANÓNIMA Para controlar, el motor principal adopta el ajuste de velocidad del inversor de CA SANJI de Taiwán, el sistema hidráulico adopta un producto de sistema hidráulico estándar de una corporación conjunta china y extranjera con un colador fino para garantizar que la válvula de electromagnetismo se utilice a largo plazo y sea confiable.
Ccaracterístico:
yoLa máquina tiene una estructura compacta, diseño razonable y flexible: el motor de accionamiento principal y el reductor están colocados en el medio del pórtico inferior, lo que reduce el ancho del sitio de uso; la caja de operación está separada de la caja de control eléctrico y la caja de operación puede basarse en los hábitos operativos del operador. Y la conveniencia está colgada a ambos lados de la columna principal; (no se especifica que se coloque en la columna izquierda al salir de fábrica); También se pueden colocar estaciones de bombeo independientes a ambos lados de la unidad principal según las necesidades del sitio de producción. La máquina acorta la longitud longitudinal de la máquina principal, lo que permite al operador estar más cerca de la posición de soldadura por puntos y de la posición de sujeción y posicionamiento de la banda y la placa del ala, lo cual es conveniente para que el operador observe y opere.
yoLas placas de ala y alma del equipo tienen una alta precisión de posicionamiento de sujeción, una gran fuerza de sujeción y un amplio rango de sujeción: la potencia de sujeción se reemplaza por un motor hidráulico en el cilindro de aceite anterior, que es superior al cilindro de aceite en potencia y carrera; el mecanismo consta de ruedas dentadas y cadenas, tornillos, tuercas, asientos guía, asientos deslizantes, acoplamientos sincrónicos y otros dispositivos mecánicos; En relación con el cilindro de aceite general, empuja directamente la pieza de trabajo, mientras que el posicionamiento mecánico tiene las ventajas de alta precisión, estabilidad y buena rigidez. (Se proporcionan embragues de montaje dental en la parte de acoplamiento del mecanismo de sujeción de la placa del ala, que pueden ajustar fácilmente el tamaño descentrado de la placa del ala para satisfacer las necesidades de acero especial para la red descentrada). El mecanismo deslizante de sujeción ha cambiado la estructura del eje deslizante de manguito deslizante convencional. El par deslizante en forma de guía rectangular se utiliza para ajustar con precisión el espacio deslizante, lo que puede evitar el problema de que el manguito deslizante sobresalga demasiado y afecte la precisión al ensamblar un perfil de acero de tamaño pequeño. También evita las deficiencias de que el componente se desgaste y deba ser reemplazado después de mucho tiempo en el pasado; el mecanismo de sujeción en ambos lados está conectado mediante un acoplamiento rígido, la transmisión de par es estable y el rendimiento de sincronización es bueno; las ruedas de sujeción en los extremos están conectadas mediante ejes excéntricos. La precisión de la alineación se puede ajustar (precisión teórica de centrado <1 mm).
yoLa rueda de sujeción está dispuesta de manera razonable y es fácil de ensamblar: para adaptarse a las diferentes especificaciones del acero en forma de H ensamblado, de modo que una máquina pueda usarse para muchos propósitos y una máquina sea adecuada; la estructura de diseño de la rueda de sujeción de banda adopta una variedad de combinaciones. Las ruedas de sujeción están dispuestas en cuatro grupos en la parte delantera y trasera, y las dos capas superior e inferior están combinadas, lo que es superior a la estructura anterior de dos filas, dos capas y dos capas. Puede corregir mejor la flexión de la red y mejorar la precisión de la alineación. De acuerdo con los requisitos de espesor y ancho de la placa de acero de ensamblaje, se puede combinar la mejor cavidad de sujeción desmontando la rueda de sujeción y cambiando la dirección de la rueda de sujeción para cumplir mejor con los requisitos de ensamblaje y ensamblar una viga en H de alta calidad. (Los productos de la generación anterior no se pueden desmontar ni montar, y solo se pueden agregar piezas modificadas para cumplir con las especificaciones de la sección de acero).
yoLa alineación de la sección de acero es precisa y la operación es simple y conveniente: hay un bloque de alineación manual al final de la máquina de ensamblaje, para que el operador pueda operarla fácilmente. Cuando se deben alinear los extremos de las almas y alas del acero en forma de H, el operador solo necesita girar hacia arriba el mecanismo de bloqueo de material, y los extremos de las almas y alas miran hacia el marco de bloqueo de material para completar el trabajo de alineación.
yoGuía estable y flexible de la viga de elevación y descenso: el mecanismo de elevación hacia arriba y hacia abajo se guía mediante rieles guía rectangulares y poleas de ranura cuadrada. Los rieles guía rectangulares tienen las ventajas de resistencia al impacto y gran fuerza; Las poleas de ranura cuadrada utilizan fricción de rodadura, lo que tiene las ventajas de una baja resistencia y una rodadura flexible. Durante el procesamiento, se garantiza la precisión de coincidencia de la polea de ranura cuadrada y el riel guía rectangular, y se garantiza el rendimiento de posicionamiento. Durante el uso de este mecanismo, especialmente en el entorno de fabricación y procesamiento de acero, el desgaste de las piezas se reduce tanto como sea posible, se reduce el costo de mantenimiento y se extiende el ciclo de mantenimiento para garantizar la confiabilidad del uso a largo plazo.
yoEl mecanismo automático de guía de arco de soldadura por puntos está diseñado científicamente y ubicado razonablemente: el soplete de este mecanismo es accionado por un cilindro de aceite liviano y la pieza de conexión está comprimida por una junta viva y un resorte para garantizar la estabilidad de la fuerza de presión de la rueda guía, la pieza de trabajo y la pistola de soldar pueden seguir la rueda guía para seguir la costura de soldadura central; la posición del soplete de soldadura debe disponerse debajo de la rueda de presión superior tanto como sea posible para garantizar la precisión del emparejamiento de la viga en H después de la soldadura por puntos. De acuerdo con los diferentes espesores de la placa del ala, la posición del soporte de la pistola de soldar se puede ajustar de manera flexible hacia arriba y hacia abajo para cumplir con la fabricación de piezas de trabajo de diferentes especificaciones.
yoLa velocidad de ensamblaje es estable y confiable: hay una mesa de rodillos activa antes y después de la máquina de ensamblaje, que es impulsada directamente por el motor principal a través de la cadena para garantizar que la velocidad lineal de cada rodillo eléctrico sea constante. En comparación con la forma de conducción multimotor, el trabajo es más estable y la tasa de fallas aún menor.
yoEl equipo tiene un diseño modular y un buen rendimiento de expansión: las mesas de rodillos de entrada y salida y el sistema de varillas de entrada están diseñados en secciones, y el número de mesas de rodillos y el número de cajas de carros se pueden aumentar o disminuir según los requisitos del usuario y la longitud de la pieza de trabajo.
yoEl rendimiento de alineación auxiliar del equipo es confiable, estable y conveniente: se instala un dispositivo de alineación auxiliar hidráulico automático (caja de varillas) entre la mesa de rodillos del extremo de entrada. Cuando la pieza de trabajo se coloca en la mesa de rodillos de entrada, el dispositivo de alineación del dispositivo de varilla se activa para pasar a través del cilindro de aceite. Al empujar el tirante, las almas y las alas se pueden precentrar, y las almas se pueden sostener sin volcar; los montantes del mástil de montaje están equipados con dispositivos de soporte del alma. Cuando las redes son altas y pesadas, puede soportar eficazmente la red y evitar que se vuelque, lo que aumenta la estabilidad de la alineación y la seguridad de la operación.
yoEl equipo es simple de operar, fácil de ajustar y preciso de controlar: la velocidad del motor principal está controlada por un inversor de control vectorial, y la tecnología de control vectorial utiliza transformación de coordenadas para descomponer el vector de corriente del estator del motor de CA en dos componentes de CC (es decir, , componente de flujo y componente de par) ), Para lograr el propósito de controlar por separado el flujo magnético y el par del motor de CA, a fin de obtener el mismo buen efecto de control que el sistema de control de velocidad de CC; la velocidad de montaje y soldadura por puntos se puede lograr configurando el comando de velocidad del inversor; El tiempo de montaje y soldadura por puntos es controlado por el controlador programable incorporado en el inversor, que tiene alta confiabilidad y tiempo preciso; ajustando el potenciómetro regulador de velocidad, se puede cambiar la frecuencia de salida del inversor, logrando así la regulación continua de la velocidad del transportador de rodillos; hidráulico El sistema utiliza productos de sistema hidráulico estándar de fabricantes profesionales y está equipado con un filtro fino para garantizar un funcionamiento confiable a largo plazo de la válvula solenoide.
yoSeguridad operativa: la parte de control eléctrico del circuito utiliza voltajes de seguridad de 36 V CA y 24 V CC, que pueden proteger eficazmente la seguridad personal del operador.
yoCuando se utiliza una viga en H de montaje automático y soldadura por puntos, la ranura de la red no debe ser inferior a 45°, y cuando el ala y el alma están alineados, no es necesario dejar un espacio.
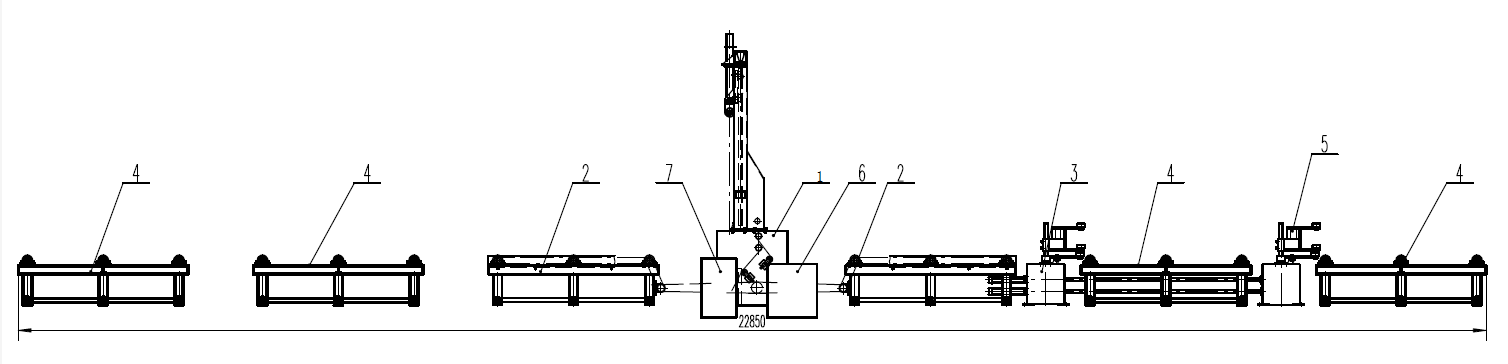
Equipo: 1-Máquina maestra (1 Unidad); Mesa de 2 rodillos activos (2 secciones); 3 -ttome la iniciativa de tirar de la caja de varillas (1 pieza); 4 -PAGrodillo activo (4 secciones); 5 -Dcaja de varillas divididas (1 pieza); 6 - Sistema hidráulico; 7 - Sistema eléctrico.
3 Gama de unidades de suministro y consistencia.
yoMontaje del cuerpo de la máquina, incluido el bastidor principal, el bastidor del pórtico superior, la brida y el almasincrónico sistema de sujeción y alineación, motorreductor de transmisión principal,dispositivo de soporte manualetc.
yoMesa de rodillos de entrada: 1 juego (que incluye: mesa de rodillos activa y pasiva con un total de 2,6 m×3 secciones, 2 juegos de sistemas de lanza);
yoMesa de rodillos de salida: 1 juego (que incluye: mesa de rodillos activa y pasiva en total 2,6 m×3 secciones);
yoSistema hidráulico: 1 juego (que incluye: estación de bombeo de aceite, manguera de alta presión, cilindro hidráulico);
yoSistema de control eléctrico: 1 juego (incluido: armario eléctrico, cable de control);
yoSin máquina de soldar, incluido el sistema automático de soldadura por puntos;
yoPiezas de repuesto: 1 juego (que incluye: 2 botones de control, 3 interruptores de palanca, 2 núcleos de fusibles);
3.2.1.4 Documento técnico
yoManual de la maquinaoperación(Incluye diagrama eléctrico y diagrama hidráulico, etc.)
yoManual de instrucciones del inversor.
yoManual de la estación de bombeo hidráulico (incluido el diagrama esquemático hidráulico)
yoEntrega lista
yoUn certificado de producto
yoDibujo de maquinaria.
3.2.1.5 Ud.aviso de servicio
yoLa línea de alimentación desde el punto de alimentación del usuario hasta el dispositivo la proporciona el usuario.
yoLos usuarios deben fabricar los cimientos del equipo y las piezas de fabricación propia de acuerdo con los dibujos básicos y los dibujos de piezas de fabricación propia proporcionados por nuestra empresa. yo
yoCuando el equipo está instalado, la capacidad de elevación no es inferior a 10 toneladas.yo
yoPara el resto, complete los requisitos de soporte pertinentes de acuerdo con el“Preparación para la puesta en marcha y la instalación."proporcionado por nuestra empresa.
3.2.1.6 PAGespecificaciones de aceptación de fabricación del producto
Los productos se verifican y aceptan de acuerdo con el acuerdo técnico firmado por el comprador y el vendedor y los contenidos relevantes especificados en las normas "Q/320206JRBF008-2008 Enterprise Standard" y "YB3301-2005 Welded H-beam".
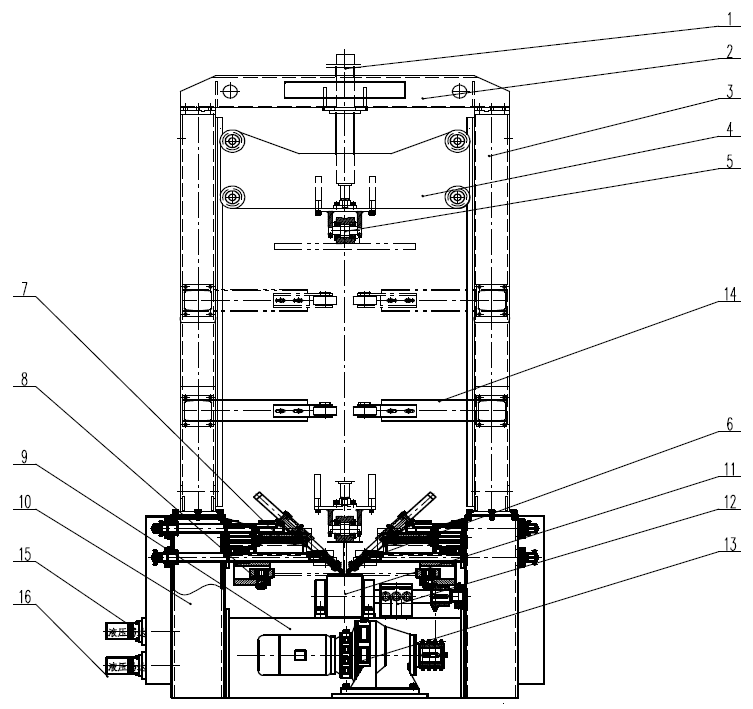
1-Superiorcilindro de presión; 2-Superiorhaz; 3-PAGilla; 4-lviga de elevación; 5-Ud.rueda de presión superior; 6-GRAMOagencias de arco guía; 7-W.mecanismo de sujeción eb; 8-Bridamecanismo de bloqueo de pólvora; 9-Más bajohaz; 10-W.todo plato; 11-METROrodillo de transmisión principal; 12- GRAMOmáquina de soldadura eléctrica uide; 13-METROreductor de olores; 14-W.dispositivo de soporte eb; 15-W.motor hidráulico de sujeción eb; 16-Bridamotor hidráulico de polvo